





標準封頭的安裝調配
2013-06-09 09:57:54
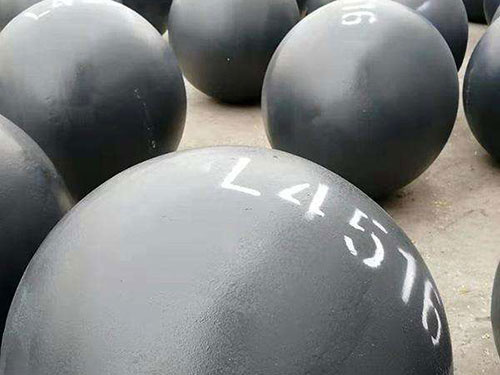
標準封頭在使用前先要進行調試,以免在使用中出現一些不 的危險,標準封頭使用時拉模應完好,上模排氣孔不得堵死,對于拉伸S/DN不大于2%的薄壁封頭廠,其拉環直徑磨損量應不大于0.02S+2S/DN,工作面損傷 不大于1mm。在壓力機上拉伸、試用設備,確認完好后,才可安裝胎膜。把選擇好的拉環裝于清掃干凈的模座內,下面支座要均布并把正,使得封頭廠能順利脫殼和拖出。上模應對正把牢,上下模間隙要均勻,其間隙偏差應不大于1mm。拉伸封頭廠前,應檢查胎模是否有松動和偏移以及其它缺陷,確認完好后,方可繼續使用。當存在影響 封頭質量和不利因素時,應停止使用。
標準封頭壓制前, 胎模工作面上的氧化皮,熔渣等廢物,并均勻地涂刷潤滑劑。冷拉伸封頭時,上下模和壓邊圈工作面,涂刷潤滑劑,但上模中部和毛坯中部不涂刷,以免滑移。
